Etanol
Etanol
Gaseificação da biomassa para produção de etanol de 2ª geração
Sistemas energéticos de pequena capacidade baseados na gasificação de biomassa são comerciais, mas dentro de condições específicas, ou seja, não há viabilidade econômica irrestrita para eles. Quanto às aplicações, o gás de gaseificação da biomassa é utilizado no acionamento de motores de combustão interna de pequena capacidade, em sistemas de cogeração, ou em sistemas de combustão combinada (e.g., com carvão mineral) (BABU e HOFBAUER, 2004).
Por outro lado, a gaseificação da biomassa pode viabilizar tanto a produção de combustíveis líquidos, principalmente para usos automotivos, quanto a geração de eletricidade em larga escala. Porém, nenhuma dessas alternativas está próxima de se tornar economicamente viável, e considerável esforço de PD&D, bem como a definição de políticas de fomento adequadas, são necessários.
Parte do desenvolvimento tecnológico necessário poderá vir dos esforços que já foram feitos quanto ao uso dos energéticos fósseis, como no caso da gaseificação do carvão mineral e do processo Fischer-Tropsch (FT) a partir de gás natural. E, no mesmo sentido, avanços tecnológicos relativos ao uso da biomassa poderão ser alcançados em sistemas de co-gaseificação (carvão mineral + biomassa) e co-firing (gás natural + gás de gaseificação).
No momento, quase todos os processos de gaseificação já desenvolvidos, ou em fase avançada de desenvolvimento, têm ou visam mercados em aplicações específicas, dependendo dos custos e da disponibilidade da biomassa, da capacidade e da relação calor/potência desejada (OPET, 2002). Sistemas energéticos baseados em biomassa tendem a ter maior viabilidade em nichos de mercado em que biomassa residual existe a baixo custo (e.g., resíduos da cana-de-açúcar, resíduos de indústrias de papel e celulose e de beneficiadoras de madeira e resíduos agrícolas). Outro aspecto importante para a viabilização dos futuros sistemas energéticos a partir da biomassa é a integração dos processos, bem como a produção de vários produtos. O conceito de biorrefinarias é o que deve imperar no médio e longo prazos. Assim, uma unidade produtora de combustíveis líquidos, por exemplo, deve ser também uma termoelétrica de significativa capacidade.
Entre as tecnologias termoelétricas, a de maior rendimento térmico é a dos ciclos combinados, baseados em turbinas a gás. Para que tal tecnologia possa ser usada com emprego de combustíveis sólidos, como é o caso da biomassa residual da cana-de-açúcar, propõe-se a prévia gaseificação do combustível e a queima do gás resultante em turbinas a gás. Os sistemas que se baseiam na gaseificação de carvão mineral e de óleos muitos viscosos são conhecidos como IGCC (Integrated Gasification to Combined Cycles), sendo que em todo o mundo existem cerca de 20 plantas em operação. Já a versão em que se emprega biomassa é conhecida pela sigla BIG-CC (Biomass Integrated Gasification to Combined Cycles), e apenas uma instalação foi construída e operou por um período razoável.
Em relação às instalações de potência baseadas em ciclos a vapor, que é a tecnologia convencional, os sistemas BIG-CC de capacidade entre 30 e 50 MW poderiam ter eficiência de produção de eletricidade da ordem de 30% a 40% no curto prazo, e de até 45% a médio-longo prazo (FAAIJ et al., 1998). Um ciclo a vapor de tal capacidade tem eficiência térmica na faixa de 20% a 25%. Uma vantagem adicional pode advir dos menores efeitos de escala sobre os custos de capital de instalações baseadas em turbinas a gás, o que pode resultar em menores custos unitários ($/kW instalado) para instalações de pequena ou média capacidade (WILLIAMS e LARSON, 1993). Entretanto, certo número de instalações ainda precisa ser construído para que os efeitos de aprendizado induzam significativa redução dos investimentos que, no presente, são estimados entre 2.500 e 4.000 €/kW instalado para plantas com capacidade na faixa de 5 a 30 MW líquidos (Waldheim, 2005). Nesses sistemas, a energia de baixa temperatura dos gases de exaustão da caldeira de recuperação de calor (HRSG) deve ser empregada na secagem da biomassa, melhorando a integração térmica do sistema (Faaij et al., 1998). A secagem da biomassa é necessária, pois, caso contrário, o poder calorífico do gás combustível seria muito baixo, prejudicando ou até mesmo impossibilitando sua combustão na turbina a gás.
Nos últimos anos, após a suspensão de alguns projetos de demonstração da tecnologia BIG-CC, em função dos altos custos iniciais e da forte competição existente no setor elétrico em todo o mundo, vários grupos de pesquisa têm priorizado o desenvolvimento da tecnologia de gaseificação da biomassa para produção de combustíveis líquidos. No médio e longo prazos, os desenvolvimentos alcançados na gaseificação da biomassa e na limpeza dos gases também serão aproveitados na tecnologia BIG-CC.
A tecnologia BIG-CC
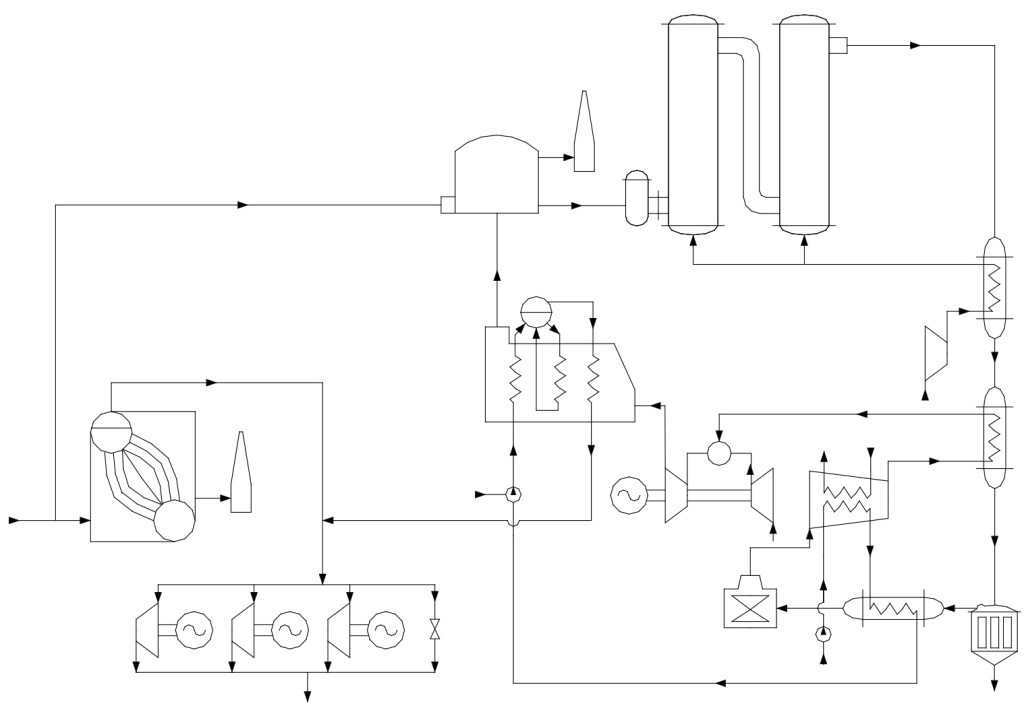
Na figura mostra-se a representação esquemática de um sistema BIG-CC. Na figura, a limpeza do gás é mostrada sem identificação da alternativa de limpeza (se a baixa ou a alta temperatura). Tampouco é representada a eventual compressão do gás combustível antes de sua injeção na turbina a gás. No caso da limpeza a baixa temperatura, é preciso que processos de recuperação de calor sejam introduzidos para que a eficiência global do sistema não seja comprometida; a energia recuperada dos gases durante o resfriamento pode ser utilizada, por exemplo, no aquecimento do gás limpo que é injetado na turbina a gás. No caso da gaseificação a baixa pressão e da limpeza dos gases a baixa temperatura, é preciso comprimir o gás combustível para que o mesmo possa ser injetado na câmara de combustão; a potência requerida em tal processo tende a ser muito significativa em relação à potência gerada.
 Representação esquemática de um sistema BIG-CC
Representação esquemática de um sistema BIG-CC
Cada tipo de biomassa requer uma dada sequência de tratamento, mas, de forma geral, o pré-tratamento envolve seleção, trituração, separação magnética, estocagem úmida, desinfecção (se necessária), secagem e estocagem seca para que, então, a biomassa siga para a gaseificação.
Após a gaseificação, o gás produzido segue para o sistema de limpeza, que consiste no craqueamento/remoção de alcatrão, resfriamento, filtragem e lavagem, e, se necessária, uma etapa de absorção de amônia (NH3) e/ou ácido sulfídrico (H2S). As etapas de absorção são cruciais, dadas as restrições impostas pelas turbinas a gás e recuperadores de calor com relação aos níveis de particulados, álcalis e alcatrão, além, evidentemente, da necessidade de serem atendidos os padrões de emissão. Uma possibilidade para a remoção/craqueamento do alcatrão é a via catalítica, mediante a adição de dolomita (catalisador) no leito do gaseificador, ou mesmo em um reator específico, como é caso da tecnologia da empresa sueca TPS (Thermiska Processor). Após a etapa de craqueamento, o gás passa por ciclones para a retirada de material particulado e, em seguida, é resfriado (até aproximadamente 180°C) e filtrado. A temperaturas dessa ordem, os álcalis, outros metais pesados e hidrocarbonetos são condensados sobre partículas, que são retidas em filtros. No caso da lavagem dos gases, há novo resfriamento. Vapor d’água e outros contaminantes, como NH3, HCl e hidrocarbonetos condensam e são dissolvidos pela água de lavagem que, por sua vez, deve ser encaminhada a uma estação de tratamento antes de ser descartada. Caso as concentrações de nitrogênio e H2S do combustível sejam muito altas, há necessidade do gás passar por unidades específicas de absorção, já que a simples lavagem (com água) não produz resultados satisfatórios (FAAIJ et al., 1998).
Uma vez limpo, o gás segue para a câmara de combustão da turbina após sua compressão. No uso do gás em turbinas, três questões são importantes: (i) estabilidade da combustão, (ii) perda de pressão no sistema de injeção de combustível e (iii) os limites de fluxo de massa pela turbina. No caso das turbinas a gás projetadas para operar com gás natural e adaptadas para operação com gases de baixo poder calorífico, o fluxo dos gases na câmara de combustão e no expansor será muito elevado em relação à situação de referência. Enquanto o gás natural concentra poder calorífico da ordem de 35-40 MJ/Nm³, os gases derivados da gaseificação da biomassa concentram poder calorífico em torno de 5-6 MJ/Nm³. Para que a turbina possa operar com a mesma temperatura máxima, ou próxima disso, o fluxo de gases de combustão será muito elevado, ocasionando esforços sobre componentes do expansor e alterando significativamente o ponto de operação do compressor (CONSONNI e LARSON, 1996; FAAIJ et al., 1998). Para que a turbina não seja levada a condições de operação que poderiam resultar na sua rápida deterioração, recursos de controle precisam ser empregados. O mais simples deles, o de-rating da turbina a gás, implica redução das condições de desempenho da máquina.
Por fim, os gases de exaustão da turbina a gás passam por uma HRSG. Vapor gerado é levado à expansão em uma turbina a vapor, aumentando a geração de eletricidade e a eficiência térmica do sistema. Os gases de exaustão da HRSG, desde que tenham temperatura suficiente, são então destinados à secagem da biomassa.
Projetos de demonstração da tecnologia BIG-CC
Nos últimos 15 anos tem havido certo esforço de pesquisa e desenvolvimento relativo à tecnologia BIG-CC. Vários projetos foram considerados nesse período, mas apenas uma instalação foi efetivamente construída e operou por tempo significativo, em Värnamo, Suécia.
Na tabela são apresentados os projetos mais importantes, cuja viabilização foi considerada nos últimos anos; nenhum deles, entretanto, avançou a ponto de suas instalações terem sido concluídas.
Um dos projetos, inclusive, deveria ter sido viabilizado no Brasil. Inicialmente, a proposta era a construção de um sistema BIG-CC de 32 MWe, no interior da Bahia, com uso de madeira de eucalipto. A instalação seria baseada na tecnologia de gaseificação a pressão atmosférica da TPS. A construção sequer começou e tampouco existem perspectivas de que isso venha a ocorrer no curto e médio prazo. Uma alternativa possível, embora ainda bastante improvável, tem sido explorada desde 1997, quando o Centro de Tecnologia da Copersucar (hoje, Centro de Tecnologia Canavieira) começou um projeto com vistas a avaliar os sistemas BIG-CC operando com biomassa da cana-de-açúcar. Esse trabalho foi conduzido em parceria com a TPS, que realizou testes de gaseificação com bagaço e pontas e folhas da cana. Também foram avaliados aspectos técnicos e econômicos associados à integração de um sistema BIG-CC com uma usina de açúcar e etanol. No momento, tem sido considerada a possibilidade de construção de uma unidade de demonstração em uma usina de açúcar e etanol, com integração parcial, ou seja, a capacidade da unidade BIG-CC seria menor do que a possível, em função do porte da usina (HASSUANI et al., 2005).
Principais projetos de demonstração da tecnologia BIG-CC
| Localização | Ano | Tecnologia | Biomassa | Capacidade |
|---|---|---|---|---|
| Värnamo, Suécia | 1993 | Foster Wheeler CFB pressurizada | Madeira | 6 MWe |
| Burlington, Vermont, EUA | 1998 | BCL aquecimento indireto | Madeira | (alimentação: 200 t/dia) |
| Planta Fondotoce, Alemanha | 1999 | ThermoSelect | Resíduo sólido urbano | 12,5 MW |
| ARBRE, North Yorkshire, RU | 2000 | TPS | Madeira | 8 MWe |
| Bahia. Brasil | (?) | TPS | Madeira | 30 MWe |
Os projetos considerados nos últimos anos falharam pelo alto risco associado, em função (i) dos altos custos, o que é típico das primeiras unidades de projetos de demonstração, e (ii) pela grande competitividade existente no setor elétrico, em todo o mundo. Quanto ao último aspecto, o que ocorre é que as empresas elétricas não têm interesse de investir em projetos de demonstração que têm, também, de operar comercialmente. Ao que se sabe, esse foi o principal problema para a não operação comercial da unidade em Värnamo após a superação dos problemas técnicos. As frequentes alterações de propriedade de empresas de alta tecnologia também têm dificultado a continuidade dos projetos de PD&D, pois quando da mudança de controle acionário alguns projetos simplesmente deixam de ser prioridade. Essa foi, também ao que se sabe, a principal razão para o cancelamento da construção da unidade BIG-CC em Burlington, EUA.
Entre os projetos BIG-CC propostos havia três variantes, sendo as diferenças associadas ao conceito do gaseificador. Uma vertente se baseia na tecnologia leito fluidizado circulante (CFB), com operação do gaseificador à pressão atmosférica e com injeção de ar para fornecimento do oxigênio necessário. Uma empresa que se destaca no desenvolvimento dessa tecnologia é a sueca TPS, anteriormente mencionada, que, no caso dos sistemas BIG-CC, propõe a inserção de um reator imediatamente a jusante do gaseificador para o craqueamento do alcatrão. A segunda variante baseia-se em um gaseificador com aquecimento indireto e que opera a pressões próximas da atmosférica. Nesse caso, o projeto de maior destaque relativo à gaseificação é o do Battelle Memorial Laboratory (BCL, EUA), no qual se usa areia para viabilizar o aquecimento da matéria orgânica. A terceira variante também envolve a tecnologia de gaseificação CFB, mas com operação a altas pressões (20-30 bar, 900-1.000°C). A Foster Wheeler (EUA) e a Carbona (Finlândia) são empresas que obtiveram destaque com esta tecnologia (Consonni e Larson, 1996; Larson et al., 2001).
Foi proposto ao menos um projeto de demonstração de sistemas BIG-CC baseado em cada tecnologia de gaseificação acima mencionada. Como dito anteriormente, o único projeto que efetivamente foi desenvolvido foi aquele baseado na tecnologia de gaseificação CFB a altas pressões (a tecnologia de gaseificação era Foster Wheeler), na unidade que foi construída em Värnamo, Suécia.
Perspectivas de desenvolvimento da tecnologia BIG-CC
Em 1996, foi publicado um estudo (CONSONNI e LARSON, 1996) sobre a possível performance de diferentes configurações de sistemas de BIG-CC utilizando turbinas aeroderivativas, a partir da gaseificação de madeira. Naquele estudo, foi considerado o emprego de uma turbina a gás GE LM2500, comercialmente disponível e que se supunha à época poderia ser mais facilmente adaptada para o uso de combustíveis de baixo poder calorífico. Foram avaliadas três alternativas de gaseificação, que resultariam em eficiências de geração elétrica entre 33% e 37% (base PCS da madeira). No entanto, para uma segunda geração de sistemas BIG-CC, o estudo apontou a possibilidade, e também a necessidade, de se trabalhar com maiores temperaturas e maior relação de pressões na turbina a gás. Essencialmente, os sistemas BIG-CC baseados em gaseificação pressurizada ou em gaseificação com aquecimento indireto têm maior potencial do ponto de vista termodinâmico, mas também maiores restrições tecnológicas no curto prazo. Já os sistemas BIG-CC baseados em gaseificação atmosférica, embora potencialmente menos eficientes, teriam menos restrições no curto prazo.
Sistemas BIG-CC baseados em gaseificação CFB pressurizada poderiam alcançar eficiências de geração elétrica em torno de 38% (PCS da madeira), enquanto sistemas mais avançados, com turbinas a gás com resfriamento intermediário na compressão, poderiam ter eficiência da ordem de 41% (PCS da madeira). Quanto aos custos da eletricidade, caso o desenvolvimento tivesse tido continuidade e algumas unidades já estivessem em operação, os autores projetaram valores entre 4,9 e 5,7 ¢US$/ kWh (valores de 1991, com custo de capital entre 1.500 e 2.000 US$/kW).
Em 1998, outro estudo prospectivo foi publicado (FAAIJ et al., 1998), considerando a gaseificação de madeira e de resíduos sólidos urbanos em sistemas com capacidades elétricas líquidas de 30, 60 e 150 MW. A tecnologia de gaseificação considerada foi a CFB atmosférica, de acordo com a variante proposta pela TPS. Os autores apontaram para necessidades de desenvolvimento tecnológico, entre as quais foram destacadas: a melhoria no processo de secagem da biomassa, o emprego da tecnologia de gaseificação CFB pressurizada para as unidades de maior capacidade, a limpeza do gás a seco e a altas temperaturas, o uso de processos de recuperação de calor e a compressão multiestágio nas turbinas a gás. O conjunto das alterações tecnológicas permitiria que as eficiências de geração elétrica chegassem a 54-59% (base PCI da madeira), dependendo da escala. Com relação aos custos da eletricidade, os autores calcularam-nos em 0,2 ¢Dfl./kWh para um sistema de 51 MWe operando com madeira (custo de capital de 5.900 Dfl./kWe e biomassa a 8 Dfl./GJ), e de 0,14 ¢Dfl./kWh para um sistema de 215 MWe (custo de capital de 3.700 Dfl./kWe e biomassa a 8 Dfl./GJ). Considerando o câmbio de 1 Dfl. = 0,52944 US$ de dezembro de 1998, os custos equivalentes em US$ seriam 106 US$/MWh, para custo de capital igual a 3.120 US$/kW e biomassa a 4,2 US$/GJ, para sistemas de 51 MWe, e 74 US$/MWh, para custo de capital equivalente a 1.960 US$/kW e biomassa a 4,2 US$/GJ, para sistemas de 215 MWe.
Mais recentemente, Larson et al. (2005) fizeram uma análise em que a principal premissa é que todos os atuais problemas tecnológicos estariam resolvidos, quais sejam: alimentação e operação de gaseificadores de biomassa pressurizados de grande capacidade (~30 bar), limpeza do gás com craqueamento completo do alcatrão, separação de álcalis e particulados, modificação das turbinas a gás para uso de gás com baixo poder calorífico com performance equivalente às turbinas com queima de gás natural, e significativa redução do custo de capital devido ao efeito de aprendizado. Foi considerada capacidade de gaseificação de 5.680 t/dia (switchgrass com 20% de umidade). Uma configuração para a máxima produção de eletricidade, com biomassa a 3 US$/GJPCS, resultou em custo da eletricidade igual a 52 US$/MWh (sem incluir sequestro de carbono) ou 77 US$/MWh (com tecnologia de sequestro de carbono). Segundo os autores, e para efeito de comparação, no presente a eletricidade gerada em uma planta IGCC a carvão mineral (carvão a 1,26 US$/GJPCS) custa 46 US$/ MWh. Para a remuneração da emissão evitada de carbono da ordem de 30 US$/tC, a geração de eletricidade a partir da gaseificação da biomassa seria competitiva.
Uma alternativa que até agora não tem sido considerada é a da geração de eletricidade em ciclos combinados co-firing, nos quais uma mistura de gás natural e gás de gaseificação de biomassa seria queimada em turbinas a gás. As justificativas para tal opção tecnológica seriam: (i) as turbinas a gás poderiam operar com combustível de médio poder calorífico, sem que a turbina a gás fosse sacrificada em seu desempenho, sem necessidade de alterações significativas, e, muito provavelmente, sem desgaste acentuado; (ii) o desempenho do ciclo combinado co-firing seria significativamente melhor do que o do ciclo BIG-CC; (iii) a capacidade elétrica da instalação poderia ser bastante maior do que a dos ciclos BIG-CC possíveis, com impacto positivo no investimento inicial; (iv) a capacidade de geração de gás de biomassa seria modesta, compatível com a capacidade dos sistemas especificados nas unidades de programas de PD&D; (v) os riscos associados ao suprimento e às oscilações dos preços dos combustíveis seriam minimizados; e (vi) por todas as razões anteriores, seria mais fácil viabilizar a construção do número de unidades de gaseificação/limpeza dos gases suficiente para induzir redução dos investimentos iniciais por efeito de aprendizado (a respeito ver, por exemplo, RODRIGUES et al. 2003a e 2003b).
Em estudo preliminar de viabilidade feito recentemente (WALTER e LLAGOSTERA, 2006), mostra-se que o custo da eletricidade gerada em um sistema puramente BIG-CC seria muito maior do que um ciclo combinado convencional a gás natural (96 x 36 US$/MWh, como mostrado no extremo esquerdo do gráfico). Por outro lado, o dimensionamento de um sistema co-firing que poderia deslocar em até 12% a demanda de gás natural (base mássica) permitiria a produção de eletricidade a custos próximos a 60 US$/MWh, com certa margem de flexibilidade do ponto de vista da mistura combustível (ver linha contínua em vermelho no lado direito).
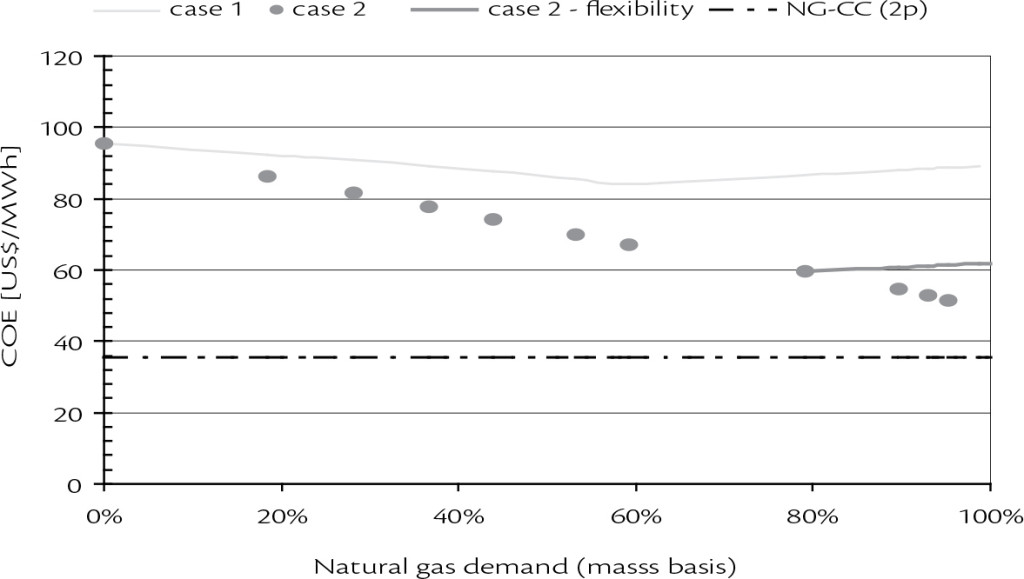 Custo da eletricidade gerada, em cenário atual, com gás natural a 3,00 US$/GJ, e biomassa (bagaço da cana) a 1,20 US$/GJ
Custo da eletricidade gerada, em cenário atual, com gás natural a 3,00 US$/GJ, e biomassa (bagaço da cana) a 1,20 US$/GJ
Em um cenário de médio prazo, considerada a hipótese de redução dos custos da parte não convencional do sistema BIG-CC devido aos efeitos de aprendizado (i.e., gaseificador, sistema de alimentação da biomassa e sistema de limpeza dos gases), e supondo a elevação dos preços tanto do gás natural quanto da biomassa, os custos de produção de eletricidade poderiam ser correspondentes ao que é apresentado no próximo gráfico. A análise feita não leva em consideração a alternativa de obtenção de receita em função das emissões evitadas de carbono.
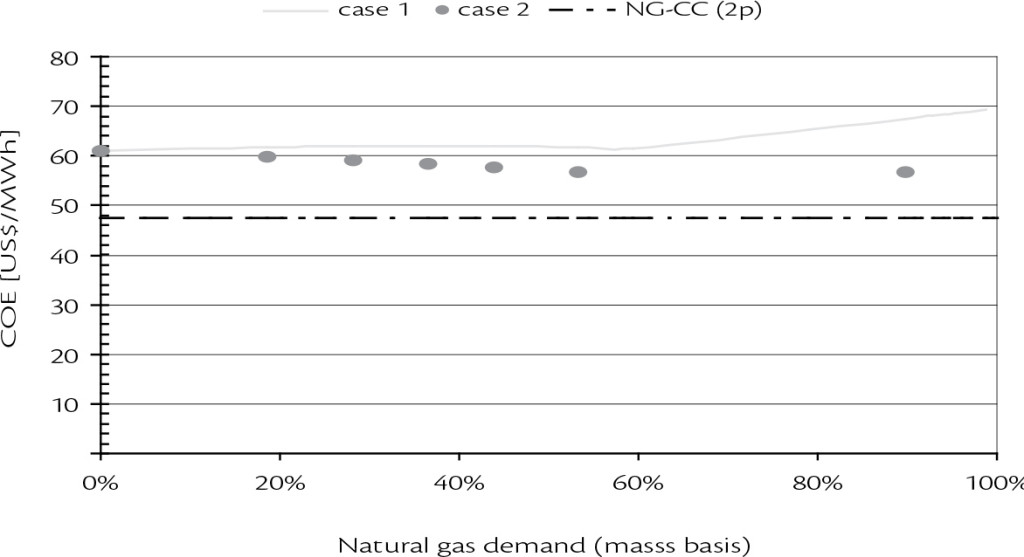 Custo da eletricidade gerada em cenário de médio prazo, com gás natural a 5,00 US$/GJ, e biomassa (bagaço da cana) a 2,00 US$/GJ
Custo da eletricidade gerada em cenário de médio prazo, com gás natural a 5,00 US$/GJ, e biomassa (bagaço da cana) a 2,00 US$/GJ
Do ponto de vista econômico, a alternativa dos ciclos combinados co-firing seria mais adequada no curto prazo como estratégia de viabilização do número de unidades suficiente para que os efeitos de aprendizado possam ser induzidos. No médio e longo prazos, as vantagens econômicas dos ciclos combinados co-firing seriam reduzidas em relação aos ciclos puramente BIG-CC, mas ainda continuaria havendo a importante vantagem da flexibilidade do ponto de vista do suprimento do combustível.
Os custos dos programas de PD&D em gaseificação de biomassa em larga escala e limpeza dos gases são altos e não faria sentido o Brasil iniciar uma rota própria de desenvolvimento, sem estar associado a outros países. Em particular, a tecnologia BIG-CC tem altos custos de desenvolvimento, fatores que vão impor dificuldades para o eventual desenvolvimento endógeno de um projeto nacional. Por outro lado, a sinergia com o desenvolvimento das tecnologias de gaseificação de biomassa para produção de combustíveis líquidos pode resultar benefícios à tecnologia BIG-CC.
Ainda sobre a tecnologia BIG-CC, no momento a vantagem competitiva do Brasil seria a fabricação no país, sob licença, dos equipamentos cuja construção é essencialmente mecânica, o que poderia redundar em significativa redução dos custos. Tal estratégia foi utilizada pela TPS na unidade piloto de Grève-in-Chianti, sendo que a Ansaldo italiana construiu, sob licença, grande parte dos equipamentos do sistema de gaseificação e de limpeza do gás.
Integração de sistemas BIG-CC às usinas de açúcar e etanol
Na imagem abaixo é apresentado o esquema de uma unidade BIG-CC em integração parcial a uma usina de açúcar e etanol. Integração parcial significa que a demanda de vapor de processo da usina é parcialmente atendida pela capacidade de geração de vapor na HRSG acoplada à turbina a gás. Geradores de vapor convencionais, queimando biomassa residual da cana, atenderiam o restante da demanda de vapor. Tal alternativa foi considerada em um estudo de inserção da tecnologia BIG-CC em usinas Cubanas (PONCE e WALTER, 1999) e foi também explorada em estudos feitos pelo CTC e TPS (WALDHEIM et al., 2000; MORRIS et al., 2002).
 Integração parcial de um sistema BIG-CC a uma usina de açúcar e etanol
Integração parcial de um sistema BIG-CC a uma usina de açúcar e etanol
A plena integração de um sistema BIG-CC a uma usina de açúcar e etanol, para viabilizar sua operação no modo cogeração durante a safra, requer a redução da demanda de vapor de processo para índices da ordem de 250 a 300 kg/tc. Tal necessidade deve-se à baixa capacidade de geração de vapor em ciclos BIG-CC e é incompatível com as demandas de vapor estimadas neste projeto para o horizonte de 10 a 20 anos, principalmente no caso da produção de etanol por hidrólise do bagaço em unidades anexas às destilarias tradicionais.
Considerada tanto a capacidade de geração de vapor e, portanto, a capacidade de atendimento da demanda térmica da usina, quanto a disponibilidade de biomassa, existem soluções de compromisso que resultam em determinadas capacidades de sistemas BIG-CC em função do porte da usina. O estudo feito pelo CTC e TPS (WALDHEIM et al., 2000; MORRIS et al., 2002) foi desenvolvido para uma usina com capacidade de moagem de 7.000 t/dia (pouco abaixo de 300 tc/h), tendo sido consideradas diferentes situações: integração parcial e integral do sistema BIG-CC à usina, manutenção de parte da capacidade de geração de vapor existente (no caso, a 22 bar, 300°C), elevação da pressão e da temperatura do vapor gerado em caldeiras convencionais (para 82 bar, 480°C), geração do vapor de processo diretamente a 2,5 bar, e redução da demanda de vapor de processo para 340 e 280 kg/tc.
Em algumas situações, a rigor, a integração térmica seria nula, ou seja, a demanda térmica do processo seria totalmente atendida pelos geradores de vapor convencionais e o vapor gerado na HRSG do sistema BIG-CC seria expandido em uma turbina a vapor de condensação. Os sistemas BIG-CC considerados seriam baseados na turbina a gás GE LM2500.
Na análise, aspectos econômicos não foram diretamente considerados. A primeira conclusão importante é que, em termos da eletricidade excedente que pode ser comercializada, todas as configurações, exceto uma, são equivalentes. A exceção corresponde à integração total do sistema BIG-CC à usina, empregando-se para tanto um sistema baseado em duas turbinas a gás, com redução da demanda de vapor de processo para 280 kg/tc. Nesse caso, o índice médio anual de eletricidade excedente equivale a 291 kWh/tc. Para as demais configurações, os resultados do estudo mostraram que o índice de eletricidade excedente varia entre 163-172 kWh/tc, ou seja, praticamente equivalentes. Cabe destacar que a plena integração exigiria a redução de demanda de vapor de processo a níveis baixos em relação ao que se imagina venha ocorrer em horizonte de 10 a 20 anos. Também, cabe notar que no caso da integração parcial, os índices de geração de eletricidade acima apresentados são equivalentes aos da tecnologia de geração elétrica baseada na geração de vapor a 90 bar e 520°C.
No projeto desenvolvido pelo CTC e pela TPS, em função da equivalência observada nas várias alternativas de integração parcial, optou-se pela alternativa mais convencional: uma eventual primeira unidade do sistema BIG-CC deveria ter integração parcial com a usina, sem substituição do sistema de cogeração convencional. Na verdade, o que se considerou mais adequado foi a manutenção de pelo menos parte dos geradores de vapor já existentes, que produziriam vapor a 22 bar, 300°C, para alimentação das turbinas de acionamento mecânico e de uma pequena turbina para geração elétrica. O vapor de escape dessas turbinas atenderia o processo industrial, cuja demanda seria reduzida para 340 kg/tc. O bagaço que deixaria de ser utilizado alimentaria um sistema BIG-CC baseado na turbina a gás GE LM2500, operando sempre como uma termoelétrica. Uma usina com capacidade de moagem 7.000 t/dia, com a recuperação de pontas e folhas, teria biomassa suficiente para operar o sistema com fator de capacidade 87% (LARSON et al., 2001).
A proposta de integração parcial minimizaria os riscos tecnológicos, pois a operação da usina não seria afetada por falhas do sistema BIG-CC, além de reduzir o capital inicial necessário.
Em síntese, as conclusões atuais são que, no caso de se dar prioridade para a produção de etanol por hidrólise e não para a geração de eletricidade excedente, os sistemas BIG-CC não seriam justificáveis. Por outro lado, no caso da prioridade ser dada à geração de eletricidade excedente, os sistemas BIG-CC só seriam justificáveis se houver integração térmica total, o que requer drástica redução da demanda de vapor de processo. Caso a integração parcial não possa ocorrer, os sistemas BIG-CC não seriam significativamente mais vantajosos do que sistemas a vapor operando com vapor gerado à alta pressão e alta temperatura.
Gaseificação de biomassa para a produção de combustíveis líquidos
Para a produção de eletricidade a partir da gaseificação da biomassa, as três principais barreiras tecnológicas estão associadas à: (i) gaseificação de biomassa em larga escala, respeitadas determinadas especificações do gás combustível, (ii) limpeza do gás, de forma eficiente e a custos moderados, preferencialmente a quente (para que sejam evitados os custos e as perdas do resfriamento do gás previamente à limpeza), e (iii) operação eficiente das turbinas a gás com queima dos gases de gaseificação.
O insucesso de vários projetos de demonstração fez com que o interesse em curto prazo na tecnologia BIG-CC fosse bastante reduzido. Entretanto, das três barreiras tecnológicas acima mencionadas, duas delas (as relativas à gaseificação e à limpeza do gás) estão sendo também abordadas nos projetos de PD&D que visam à produção de combustíveis líquidos a partir da gaseificação de biomassa.
Com efeito, biocombustíveis podem ser produzidos a partir de gás de síntese, resultante da gaseificação de biomassa. A partir do gás de síntese podem ser produzidos combustíveis líquidos pelo processo Fischer-Tropsch (gasolina e diesel), hidrogênio, metanol, etanol, DME (di-metil éter), entre outros. A tecnologia ainda está em fase de desenvolvimento, mas especificamente a síntese de combustíveis pode ser beneficiada pela prévia experiência com uso de gás natural.
Muitas das necessidades tecnológicas foram identificadas nos anos 1990, tais como a adequação da alimentação da biomassa em reatores pressurizados, o desenvolvimento de sistemas de limpeza do gás para atender à qualidade requerida e necessidades específicas relacionadas aos processos de conversão. Entretanto, nenhum desses desafios tecnológicos foi ainda completamente superado.
Na produção de combustíveis líquidos, a escala de produção é fator determinante da economicidade do processo, razão pela qual a tecnologia de gaseificação CFB pressurizada é preferível (HAMELINCK et al., 2003; LARSON et al., 2005; HAMELINCK et al., 2001). A gaseificação deve ocorrer de forma a que o gás produzido seja rico em CO e H2, que são os principais reagentes para a produção dos combustíveis líquidos. A injeção de ar deve ser evitada, já que não é desejável que o gás produzido esteja diluído em nitrogênio.
Na Europa, há grupos de pesquisa que têm focado o desenvolvimento da gaseificação de biomassa e da limpeza do gás produzido, já que a tecnologia de síntese para produção de combustíveis líquidos é considerada comercial. Há projetos em andamento na Holanda, Finlândia, Suécia, Alemanha e Áustria.
Os esforços associados à produção de combustíveis líquidos a partir da biomassa ajudarão a aceleração do desenvolvimento tecnológico e a redução de custos, por efeito de aprendizado, beneficiando também a tecnologia BIG-CC.
Combustão do palhiço em substituição ao bagaço
A composição química das biomassas pode diferir significativamente, especialmente a constituição dos inorgânicos, e sua concentração pode ser determinante para a ocorrência, nos geradores de vapor, dos problemas conhecidos como fouling e slagging (JENKINS et al., 1998). Durante a combustão, a matéria inorgânica é transformada em cinzas que podem se depositar nas superfícies de troca térmica. “Fouling” corresponde ao caso em que os depósitos advém de substâncias que se vaporizam durante a combustão, e depois se condensam em superfícies. Já o slagging corresponde à formação de depósitos em função da existência de inorgânicos fundidos ou com alta viscosidade.
Em ambos os casos, as trocas térmicas são muito afetadas, e o rendimento do gerador de vapor cai (SEGGIANI, 1999), pois os depósitos têm baixa condutividade térmica e alta refletância (WOYTIUK, 2006). Em adição, dependendo da composição da matéria depositada, pode haver corrosão – gradual ou acelerada – das superfícies de troca térmica (MONTGOMERY e LARSEN, 2002).
A ocorrência de fouling e slagging depende do tipo de gerador de vapor e da composição da biomassa. Por exemplo, fouling nas superfícies do superaquecedor do gerador de vapor pode ser evitado com a redução da temperatura dos gases, o que resulta na redução da temperatura do vapor gerado, e que, por sua vez, impacta drasticamente o rendimento do ciclo de potência (BAXTER et al., 1998).
Biomassas herbáceas, como bagaço de cana e o palhiço da cana, contêm sílica e potássio como principais elementos químicos de suas cinzas. Biomassas herbáceas são também ricas em cloro em relação às outras biomassas. Essas características indicam alta probabilidade de formação de depósitos a temperaturas de combustão altas, ou mesmo moderadas (BAXTER et al., 1998).
A lixiviação dos materiais inorgânicos melhora consideravelmente as propriedades da biomassa enquanto combustível. A lixiviação com água remove grande quantidade de álcalis (tipicamente > 80% de potássio e sódio) e cloro (> 90%), e pequenas frações de enxofre e fósforo também podem ser removidas (DAYTON et al., 1999). De fato, o uso do bagaço de cana sem problemas enquanto combustível deve-se ao fato de que há lixiviação no processo de moagem da cana, mas tal alternativa não se justifica no caso do palhiço, em função do significativo consumo d’água e do fato de que a vantagem relativa à baixa umidade do palhiço seria perdida.
Há muito pouca informação sobre a operação de geradores de vapor utilizando palhiço de cana e, em particular, pouquíssima informação sobre os problemas decorrentes e as ações de mitigação. No Brasil, a partir do emprego em maior escala da colheita mecanizada, algumas usinas têm feito experimentos queimando palhiço (não mais do que 20-25% em massa) misturada ao bagaço. Sabe-se que houve problemas associados à formação de depósitos nas superfícies de troca de calor e à disposição de grande quantidade de cinzas, até porque o palhiço tem chegado com muita terra às usinas.
Como indicador de possíveis problemas associados ao uso de certas biomassas como combustíveis, o índice de álcalis (IA) tem sido empregado. O índice é aplicado com boa precisão no caso do carvão mineral e no caso de biomassa é um indicador razoável. O índice é definido como:
IA [kg/GJ] = (% de cinzas). (% de álcalis nas cinzas). (PCS)-1
Sendo que o teor de álcalis corresponde à soma das concentrações de K2O e Na2O nas cinzas.
Segundo Jenkins et al. (1998), se 0,17 < IA < 0,34, fouling é provável. Se IA > 0,34, fouling é virtualmente certo. Consideradas as concentrações de álcalis indicadas para duas amostras de palhiço, conclui-se que, na melhor das hipóteses, fouling é praticamente certo.
Índice de álcalis para amostras de palhiço de cana-de-açúcar
| Parâmetro | Amostra 11 | Amostra 22 | Amostra33 |
|---|---|---|---|
| % cinzas (base seca) | 4,5 | 3,9 | 11,6 |
| % k2O nas cinzas (base seca) | 13,39 | 13,39 | 9,48 |
| % Na2O nas cinzas (base seca) | 0,27 | 0,27 | 0,50 |
| PCS [kj/kg] | 16.0114 | 16.6304 | 17.150 |
| Índice de álcalis [kg/Gj] | 0,384 | 0,320 | 0,675 |
Os problemas acima relatados (fouling e slagging) podem ser minimizados com alterações no projeto dos geradores de vapor. A questão que se coloca é que o desenvolvimento de geradores de vapor específicos para queima de palhiço de cana-de-açúcar não é, a princípio, do interesse da indústria internacional de equipamentos, uma vez que os geradores de vapor a biomassa, e mais especificamente os geradores de vapor para uso da biomassa residual da cana, representam um mercado pequeno (menos de 1% do total de geradores de vapor no mundo, tendo por base a capacidade de geração, segundo Joyce e Dixon (2006)). Assim, o desenvolvimento de geradores de vapor aptos a operarem com palhiço da cana-de-açúcar deve ser feito, sobretudo, no Brasil.